The art of bronze
True french luxury
in the service of beauty and automotive passion

Luxury of 100% handmade
Luxury of 100% handmade Created and produced entirely by hand over months, each artwork is unique.

Luxury of bronze
Exclusive, magical shine and eternal.

“Museum” quality
Collaboration with the best French art foundry workshops labeled Living Heritage Company by the French State.
Rarity
A maximum of 12 signed and numbered proofs worldwide, legally recognized individually as “Original Art Bronze” on the Art Market.
The creation of an original bronze artwork in 7 steps and as many skills
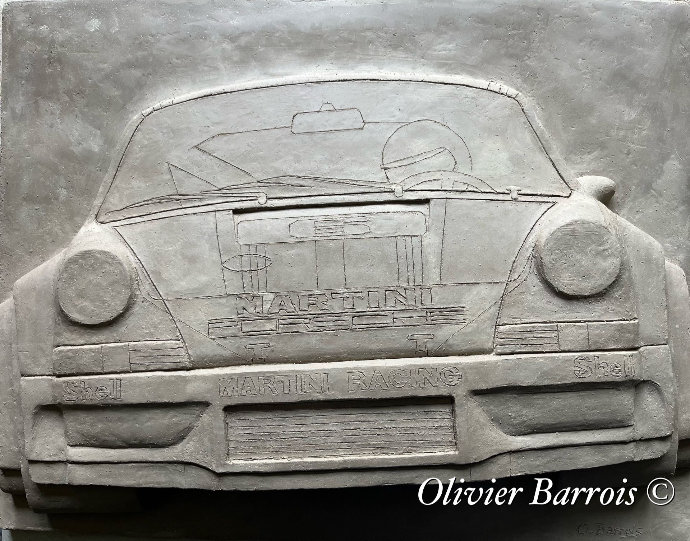
Photo credits: Olivier Barrois
1.Initially, the artist's work...
The original work of the artist that will be used to create an artistic bronze can be made of various materials (raw or cooked clay, marble or other stone, plaster, iron, wood, etc.).
The artist must then be involved throughout the process of developing the bronze proof in collaboration with specialists in the various professions of the art founder, with regard to the creativity and expressive potential of his work.

2.The casting
The casting is made from the artist's original work.
For this we use elastomer which, when applied to the work, allows us to take a negative print of the latter.
The finest details of the original work must be captured.
The final result will depend on the quality of the casting.
It is thanks to this casting that we will be able to produce a wax positive.

3.The wax
The mold is then assembled and filled with colorless liquid wax, this will give the thickness of the future metal.
From the mold, a wax positive is made: a first layer called “impression” is applied to each part of the mold with a tinted liquid wax.
For each numbered bronze cast, a wax cast must first be made (using the “lost wax” casting process).
The drawing number is applied to the wax.

4.Assembly - Cooking the wax
The wax positives of one or more works are mounted in a cluster, then coated with refractory plaster in a cylindrical barrel and placed in the oven for firing in the kiln for several days, in order to allow the wax to escape (technique called “lost wax casting”).
The wax is evacuated through pipes, called vents and feeds, cleverly placed in the wax assembly cluster in order to optimize the flow of the molten wax by gravity.
The void that replaces the wax corresponds exactly to the shape of the future bronze sculpture. To do this, this void will then be filled with molten bronze.

5.The casting
Molten bronze is made from a measured mixture of copper, tin and zinc heated to high temperatures. It is poured into the cylindrical barrel which serves as a mold.
Bronze takes the place of emptiness.
The day after casting, the raw foundry bronzes which are still in clusters are extracted.

6.Chiseling-assembly
Once melted, the part returns from the foundry to the workshops in the form of a raw piece of metal with external appendices induced by the casting process.
This is where the bronze chaser-assembler steps in.
It is through these finishing steps that the latter will give the bronze the appearance of the original work by giving it a material effect through sanding and chiseling.
He is also required to carry out brushing and welding operations and sometimes assembly if the work has been cast in several pieces.
This step brings form, finesse and life to the artwork.

7.The patina
It is the patina that will give the bronze its color and shine.
It consists of causing oxidation of the bronze by thermal and chemical reaction.
To do this, the bronze is heated using a blowtorch and various chemicals are applied.
Depending on the products we use, we will obtain a different shade.
It is the patina that gives bronze its magic with its transparency. The patina is not a painting.
As this is a creative and manual work, two numbered bronze proofs of the same work are not strictly identical. They can even be deliberately different depending on the patina choices decided by the artist.
Code of Ethics for Art Founders (France, legal value)
Code de déontologie des Fondeurs d'art.
Défini par les fondeurs d’art adhérents au Syndicat Général des Fondeurs de France (1), avec le concours :
- Du Syndicat des Sculpteurs
- De la Chambre Nationale des Commissaires Priseurs
- Du Comité des Galeries d’Art, et approuvé par ces 4 organisations professionnelles.
(1) dénommé LES FONDEURS DE FRANCE depuis le 20 avril 2000.
PRINCIPE
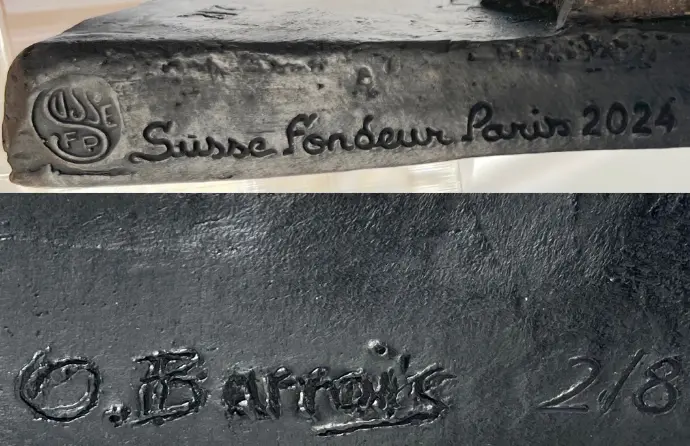
Toute oeuvre d’art obtenue par Fonderie, quel que soit l’alliage métallique utilisé, doit obligatoirement comporter inscrits dans l’épaisseur du métal, de façon indélébile et normalement visible les marquages suivants :
- La signature du sculpteur (éventuellement suivie, s’il le demande, de la date de création de son oeuvre)
- Le numéro de l’épreuve
- La marque du fondeur, ou sa signature
- Le millésime de l’année de la fonte (en quatre chiffres)
APPELLATIONS
Toute oeuvre d’art obtenue par Fonderie peut être produite :
- Soit sous l’appellation d’ « ORIGINAL »
- Soit sous celle de « MULTIPLE »
- Soit sous celle de « PIÈCE UNIQUE »
Ce choix dépend de l’Artiste. Il doit être déterminé avant la réalisation de la première pièce, et il est irrévocable.
"ORIGINAL"
Lorsqu’elle est produite sous l’appellation d’ « ORIGINAL », toute oeuvre d’art en alliage métallique fondu ne peut être réalisée, selon la réglementation actuelle, qu’au nombre maximum de 12 exemplaires, même si la composition ou la couleur de l’alliage utilisée ne sont pas les mêmes pour chacune des 12 pièces.
Parmi ces originaux, quatre, appelés « Épreuves d’Artiste », doivent être numérotés EA I/IV, EA II/IV, EA III/IV, EA IV/IV en chiffres romains, les 8 autres seront numérotés 1/8, 2/8 etc, en chiffres arabes. Les fondeurs s’interdisent tout autre marquage et notamment O, plusieurs O, HC, etc.
Il est possible par contre de produire un nombre d’originaux inférieur à 12, le choix de ce nombre devant alors être déterminé, de façon irrévocable, par l’artiste, avant la première fonte. La limitation du nombre d’épreuves originales n’affecte que les 8 oeuvres numérotées en chiffres arabes, et n’exclut pas la réalisation des 4 épreuves d’artistes.
Lorsque la quantité, prédéterminée par l’artiste, est atteinte, elle ne peut en aucun cas être dépassée.
"MULTIPLE"
Lorsque l’artiste décide dès la première fonte d’éditer son oeuvre sous forme de « multiples », ceux-ci seront numérotés dès l’original 1 (puis 2, puis 3, etc.) sur le nombre de multiples déterminés par l’artiste (par exemple 1/100 ou 1/300 etc.).
Comme pour les originaux, une fois atteint le tirage de la quantité prédéterminée (100/100 ou 300/300), aucun autre tirage ne sera possible, même si la couleur ou la composition des alliages utilisés ne sont pas les mêmes pour l’ensemble de la série.
En cas de tirage d’une oeuvre sous forme de « multiples », il n’y a ni originaux ni épreuves d’artiste.
"PIÈCE UNIQUE"
Lorsqu’une oeuvre aura été coulée en un seul exemplaire, par exemple à partir d’une cire directement réalisée par l’artiste, elle sera marquée « PU » (Pièce Unique) avec la précision, le cas échéant « Cire directe ».
Cette oeuvre particulière ne pourra faire l’objet d’aucune épreuve d’artiste ni évidemment de multiples.
DIVERS
Modèle
Lorsqu’une pièce doit servir de « MODÈLE », elle portera cette indication avec, éventuellement la mention de la technique utilisée (par exemple : modèle cire directe suivie de : nom du sculpteur, EA I/IV, nom du fondeur, année de la fonte).
Les « MODÈLES » font partie de la série des quatre épreuves d’artiste, et numérotés comme indiqué ci-dessus.
Refus
Toute oeuvre d’art refusée par l’artiste doit être détruite par le fondeur. Si cela n’a pu être fait en présence de l’artiste, le fondeur devra en justifier.
Bronze d’art
Selon les termes de la Loi du 8 mars 1935 publiée au Journal Officiel du 10 mars 1935, les objets d’art fabriqués et vendus sous la dénomination de « bronze d’art », doivent obligatoirement être fabriqués à partir d’un alliage métallique, dans lequel le cuivre entre dans une proportion qui ne peut pas être inférieure à 65 % du poids total de l’objet manufacturé.
Reproduction
La reproduction d’oeuvre d’art est régie par les Articles 8 et 9 du Décret du 3 mars 1981 sur la répression des fraudes.
Toute reproduction exécutée conformément aux dispositions de ce Décret devra obligatoirement comporter, de façon visible, lisible et indélébile, sur une partie apparente de la pièce, la mention « REPRODUCTION », suivie du millésime de la fonte en 4 chiffres.
REFERENCES
Textes relatifs aux œuvres d’art :
- Loi du 11 mars 1957 relative à la propriété littéraire et artistique (J.O. du 14 mars 1957)(2).
- Article 71 de l’Annexe III du Code Général des Impôts (3).
- Décret 81-255 du 3 mars 1981, Articles 8 et 9, sur la répression des fraudes (J.O. du 20 mars 1981 page 825).
- Instruction n° 75-223 du 6 mai 1975 de l’administration des douanes (B.O.D. n° 3117).
- Décret n° 91-1326 du 23 décembre 1991 (J.O. du 31.12.91 page 43) (4).
(2) intégrée au Code de la propriété intellectuelle (articles L 111-1 et suivants)
(3) texte applicable au 31 mars 2005 : article 98 A, II de l?Annexe III du Code général des impôts
(4) texte applicable au 31 mars 2005 : décret n° 95-172 du 17 février 1995 (J.O. du 19.2.95 page 2731)
ENGAGEMENT
Tous les membres des organisations professionnelles signataires du présent document s’engagent formellement à l’appliquer. Document signé à Paris, au siège du Syndicat Général des Fondeurs de France, le 18 novembre 1993.
Pour le Syndicat Général des Fondeurs de France, Le Président, Jean MASLARD
Pour le Syndicat des Sculpteurs, Le Président, Benoît COIGNARD
Pour la Chambre Nationale des Commissaires Priseurs, Le Président, Yannick GUILLOU
Pour le Comité des Galeries d’Art, Le Président, Michel DAUBERVILLE